ディプリスフィギュア制作記(3Dプリンター編)
前回の記事に引き続き、弊社の公認キャラクター「ディプリス」のフィギュアを制作していく様子を紹介します。
前回で分割データまで作成したので光造形3Dプリンター「PartPro150XP」でテスト出力してみます。
PartPro150XPについて
PartPro150XPはレーザー式(SLA)の光硬化3Dプリンターです。
自動保温機能、レジンの自動補充などの便利な機能を揃えています。
スライサー「XYZprint AMUV」でスライスする
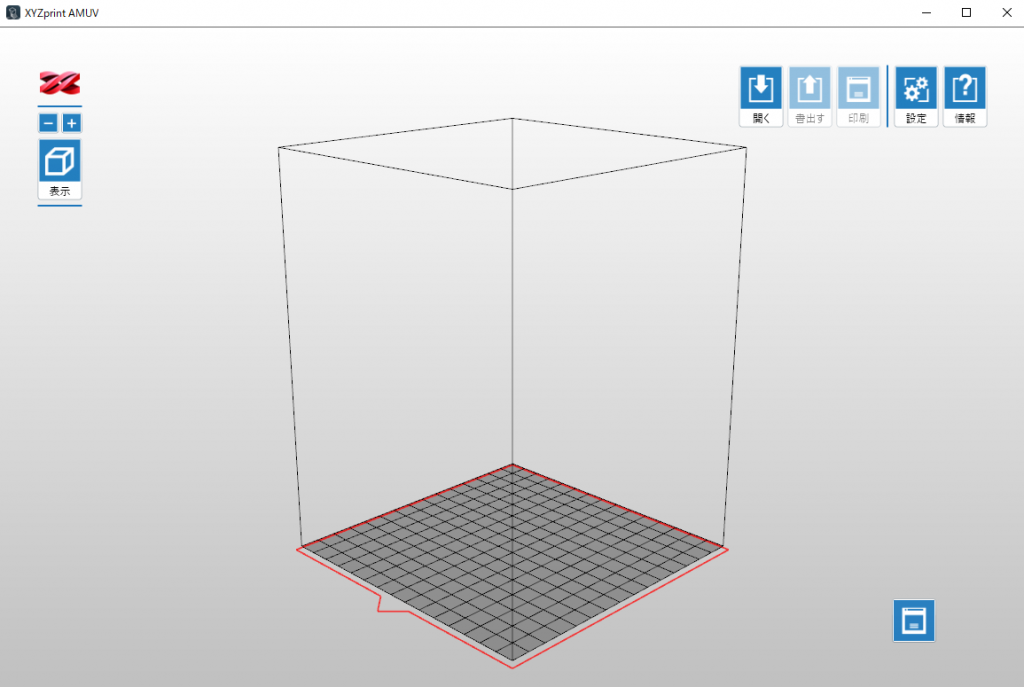
XYZprint AMUVというスライサーを使用して3Dプリントするデータを準備します。
最初にプリンタの設定を「PartPro150XP」に設定しておきます。
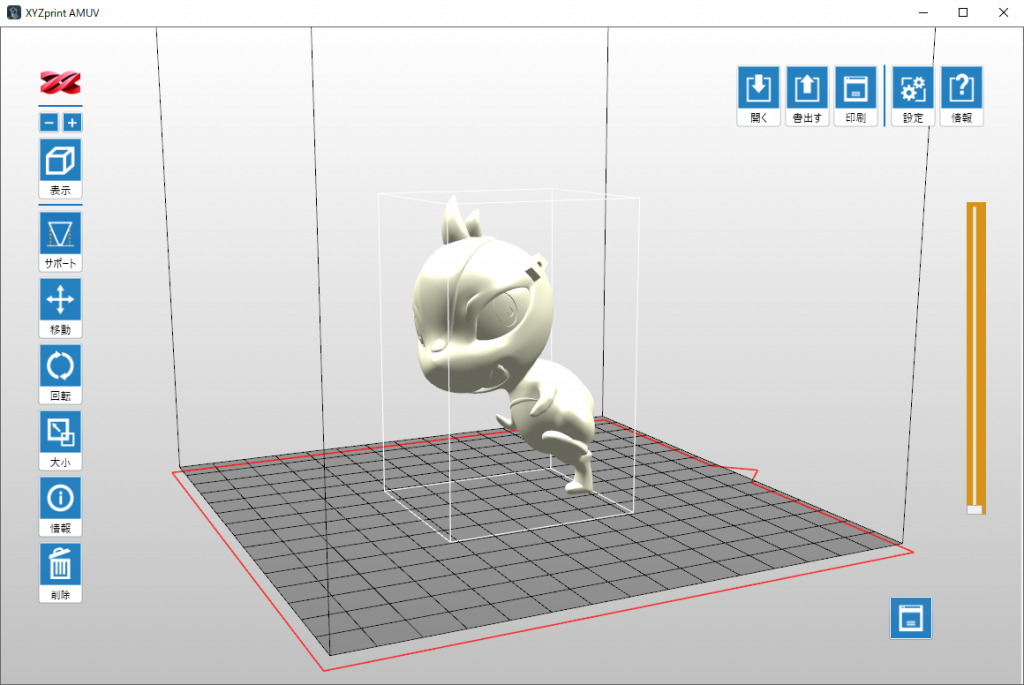
データを取り込みます。この時に、1モデル1ファイルで保存しておくようにしておきます。そうしておかないと1モデル毎に編集できなくなってしまいます。
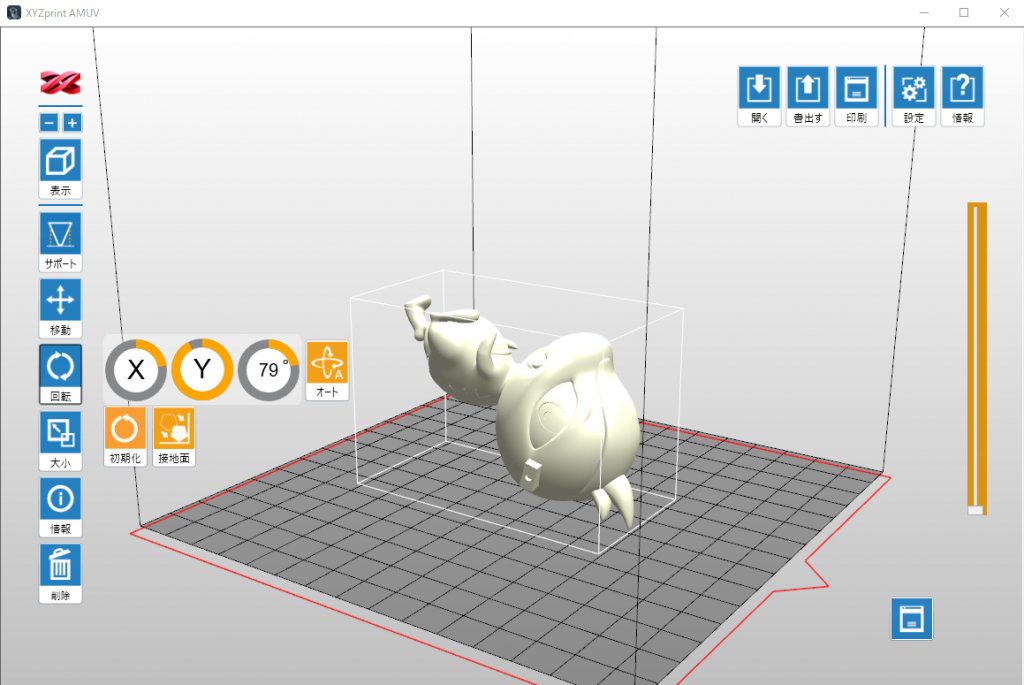
基本的に左に並んだアイコンからモデルの編集を行うことができます。サポートを付けるに適した角度になるようにモデルを回転します。
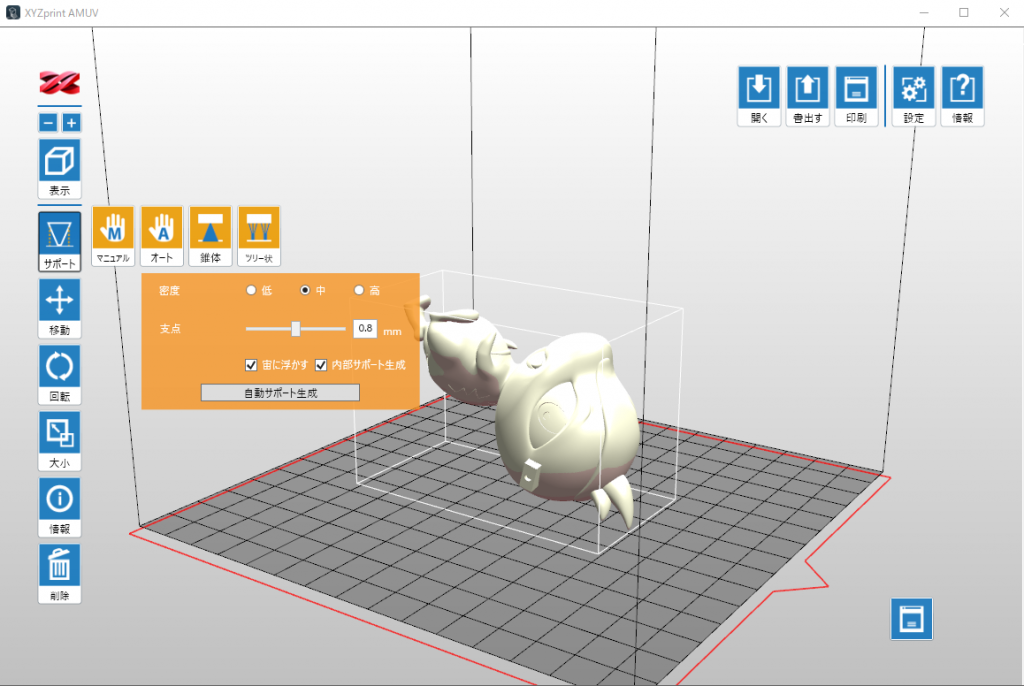
配置が決まったらサポートを配置します。基本的には自動でサポートを配置してから手動で細かい箇所を直すという流れになります。画像のように「宙に浮かす」、「内部サポート生成」にチェックを入れその他の設定はデフォルトのままで生成してみます。
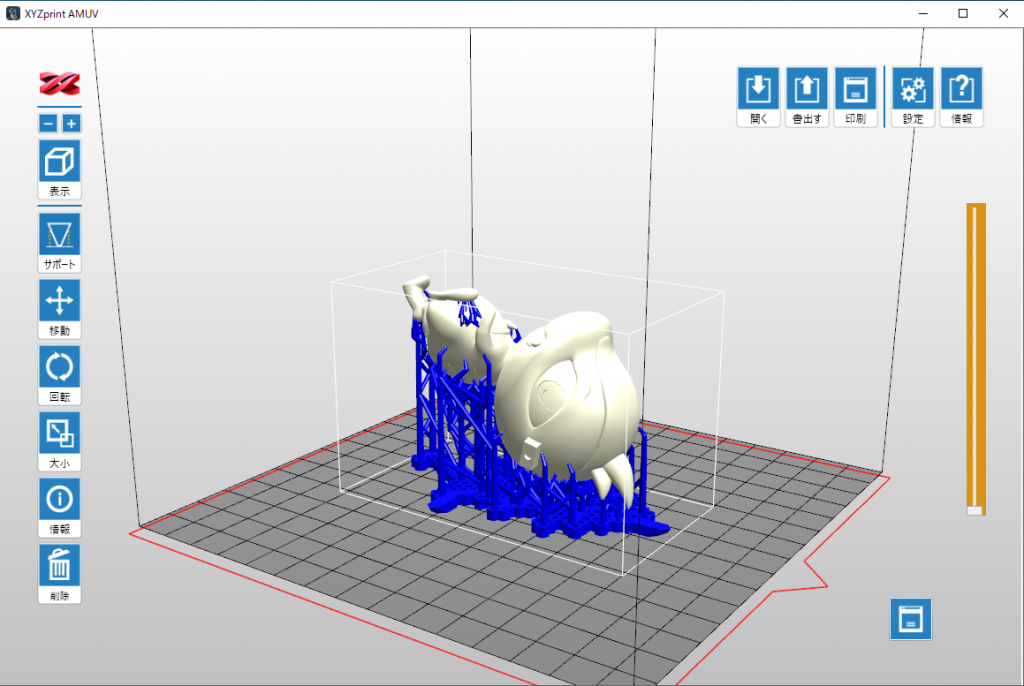
このようにサポートが自動で配置されました。XYZprint AMUVのサポート自動生成は割と優秀だと思います。
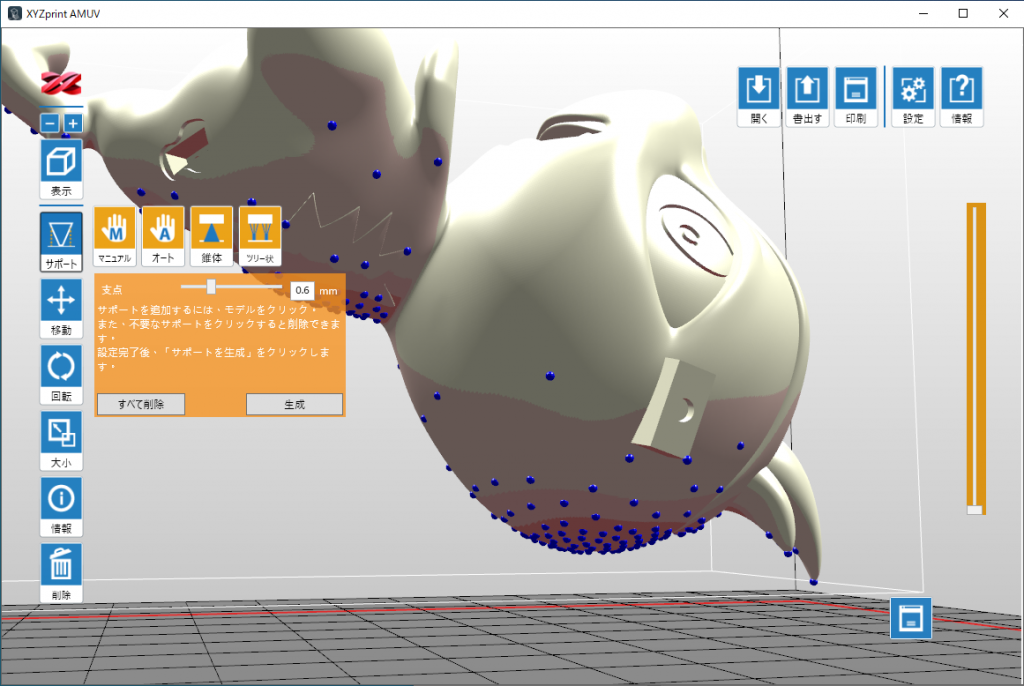
細かい箇所を調整するには「マニュアル」のアイコンを押すと手動でサポートの設定ができるようになります。サポートが配置される箇所に青い丸が付いています。これらをクリックすると消え、何もない箇所をクリックするとその箇所に青い丸を設置します。「生成」を押すとサポートの再計算が行われサポートが生成されます。


内部サポートはオーバーハングした形状の箇所にサポートを付けるかの設定項目です。上記画像の足の甲部分はオーバーハングした形状になっているので通常のラフトから発生するサポートを設置することができません。ただし、水平気味にある形状をサポート無しで造形することは難しいのでサポートは必須になります。そういった場合に「内部サポート」にチェックをいれるとオーバーハングした箇所にもサポートが設置されます。内部サポートの根本はラフトではなくモデル本体に付くことになります。モデル自体にサポートが付く箇所が増えてしまうので、サポート痕を取り除く手間が増えてしまうのでモデルの配置とサポートの設置は3Dプリントする上で非常に大事な要素になります。
3Dプリント~洗浄~二次硬化
全てのモデルにサポートを設定したら早速3Dプリントしてみます。
PartPro150XPとはWifiかイーサネットで接続することでそのまま3Dプリントできます。

右上の「書き出し」のアイコンをクリックし、パラメータを設定します。ここでレジンの種類と積層ピッチの数値を選択します。今回はレジンはスタンダードレジン(透明)、積層ピッチは0.05mmです。
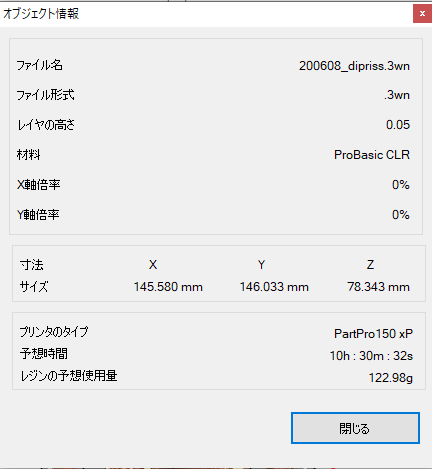
書き出すをクリックするとスライスの処理が始まります。処理が終わるとプリントの情報が表示されます。ここで印刷時間やレジンの使用量などがわかるようになります。設定を変える場合はスライスをし直します。
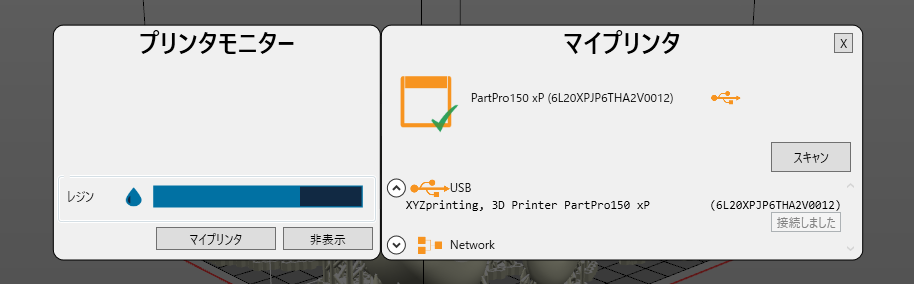
スライス後、右下のアイコンをクリックし3Dプリンターとの接続を確認します。3DプリンターとはWifiもしくはUSBで直接接続することができます。ここではレジンの残量も確認できます。
接続とレジンの残量を確認し、大丈夫そうであれば画面右上のアイコン「印刷」をクリックしてプリントを開始します。
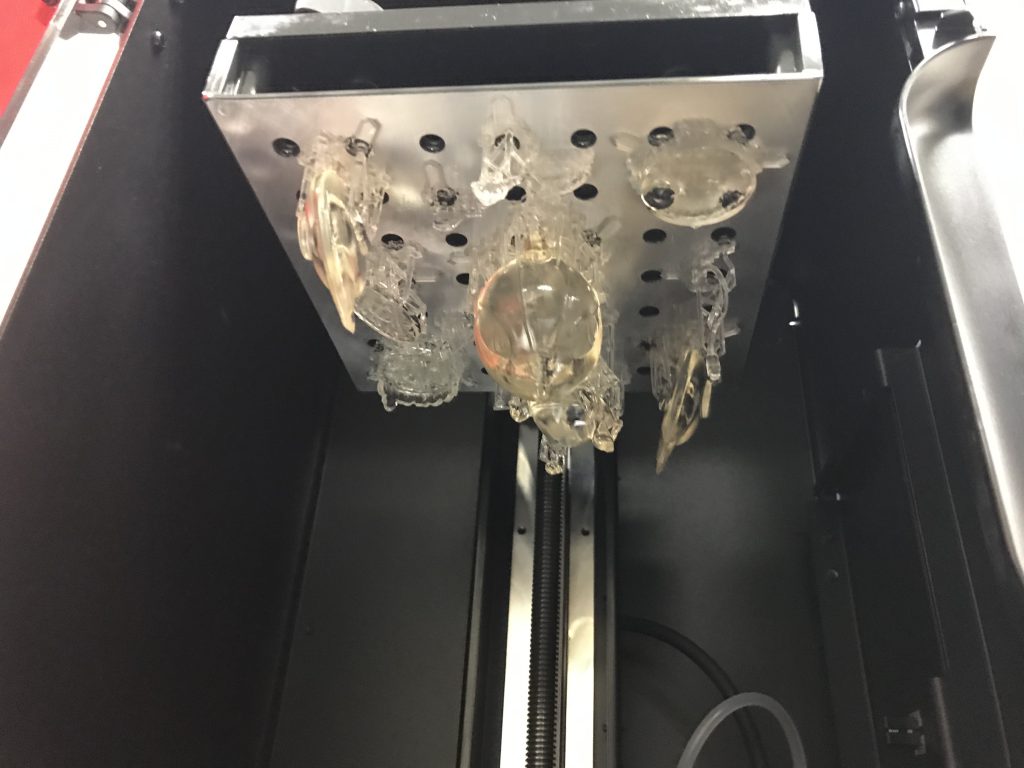
プリント開始後、約10時間後…しっかりと3Dプリントできていますね!
PartPro150XPはレジンの残量を見てボトルから自動で補充してくれるので長時間のプリントでも安心できます。
プラットフォームからスクレイパーで出力品を取り外し、IPAで洗浄します。

出力後、レジンは半硬化状態ですので洗浄後しっかり乾燥させてから二次硬化を行います。
XYZPrinting社のUVキュアリングチャンバーを使用します。

回転テーブルと内部が全面ミラーになっているため均一にUVライトを当てることができます。
二次硬化後、サポート材をニッパーで除去します。数が多いと結構時間がかかります。

本体と耳を組んでみました。大きさもいい感じに出来ています!
しかし、無垢で出力したため重すぎて金属線で補強しても台座から倒れてしました。
一度データを修正して再出力します。
次回の記事でデータ修正から再出力、完成までを紹介します。


